

Notre entreprise
Fondée en 1989, PRONIC est située à Marignier en Haute-Savoie, France, au cœur de la vallée de l’Arve, un lieu riche en compétences techniques et en travail des métaux. Connue sous le nom de « Petite Allemagne », cette région est un berceau d'innovations et de savoir-faire industriel. PRONIC s'est rapidement imposée comme un leader mondial dans le domaine du taraudage, fort de plus de trois décennies d'expérience. La société est reconnue à l'échelle européenne et mondiale, étendant sa présence dans plus de 40 pays. Elle est spécialisée dans le développement de solutions d’insertion in-die, tirant parti de sa connaissance approfondie de l’environnement de l’outillage in-die.

Nos solutions innovantes
PRONIC se démarque par ses solutions de taraudage adaptées à divers secteurs tels que l'automobile, l'électricité et la construction. Leur expertise couvre une gamme étendue de produits, y compris les matrices progressives, les matrices de transfert, les matrices de découpage fin, et les machines de taraudage autonomes. Avec plus de 8500 têtes de taraudage et 50 têtes d’insertion installées mondialement, PRONIC excelle dans la création de solutions personnalisées, favorisant des économies significatives dans la production de pièces semi-finies.
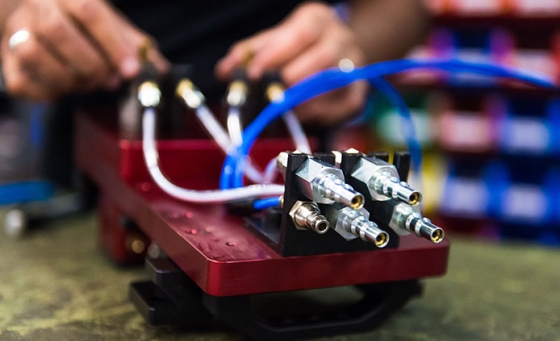
Insertion de rivets
PRONIC utilise une méthode d'insertion de rivets caractérisée par une fréquence de 30 cycles par minute. L'insertion est effectuée par déformation de la plaquette, et le processus se fait via un transfert de la tête du chariot, sous une pression d'air contrôlée. Cette technique est un exemple de l'expertise de PRONIC dans l'insertion de rivets.



Insertion d’écrous
Dans le cas des écrous, PRONIC utilise aussi un processus d'insertion par déformation de la bande, avec une fréquence similaire de 30 cycles par minute. Cette technique est adaptée pour des écrous standards ainsi que pour des modèles spécifiques, dans des dimensions allant de M4 à M10 et au-delà. Le processus peut impliquer la pression d'air ou l'intubation, démontrant la flexibilité de PRONIC dans l'insertion d'écrous.
Insertion de rivets à rotule
Pour les rivets à rotule, PRONIC adopte une approche en deux étapes : insertion/préréglage et calibrage final. Cette méthode peut atteindre jusqu'à 40 cycles par minute. Le processus est personnalisable et tient compte de la fragilité des parties fonctionnelles. L'insertion se fait soit de haut en bas avec montage sous le support mobile, soit dans l'autre sens avec la tête montée sur la partie supérieure de l'outil.
Insertion d’entretoises et de bagues
L'insertion d'entretoises et de bagues chez PRONIC suit un protocole similaire, avec une fréquence de 30 cycles par minute pour les entretoises et jusqu'à 50 cycles par minute pour les bagues. Pour les bagues, l'insertion se fait en 3 ou 4 étapes selon le type, avec des tailles allant de ø9 à ø25mm. Ces processus impliquent des systèmes complets de distribution et de contrôle.
Insertion d’axes et d’écrous à clipser
L'insertion d'axes varie entre 25 et 40 cycles par minute, tandis que pour les écrous à clipser, elle peut atteindre 40 à 50 cycles par minute. Ces processus mettent en avant la capacité de PRONIC à gérer différents types d'insertions, utilisant des têtes autonomes et des systèmes de pression d'air pour optimiser le transfert et l'insertion.
Insertion de goujons
Pour les goujons, PRONIC réalise l'insertion à une fréquence de 30 à 40 cycles par minute. Le processus se distingue par une insertion unique de haut en bas, utilisant des têtes réutilisables. Cette méthode démontre l'efficacité et la précision de PRONIC dans l'insertion de goujons.
Unité de robinetterie modulaire de la gamme ST
La gamme ST de PRONIC offre des unités de taraudage entièrement réutilisables et faciles à intégrer. Ces unités modulaires peuvent être employées dans diverses configurations de matrices et pour plusieurs applications. Elles offrent une grande flexibilité, notamment grâce à une fonction de suivi de bande intégrée. Les capacités de taraudage varient de M3x0,5 à M12x1,75, respectant les normes DIN, ANSI ou JIS. Disponibles en versions mécaniques et à servomoteur, elles accélèrent le retour sur investissement tout en sécurisant la production.
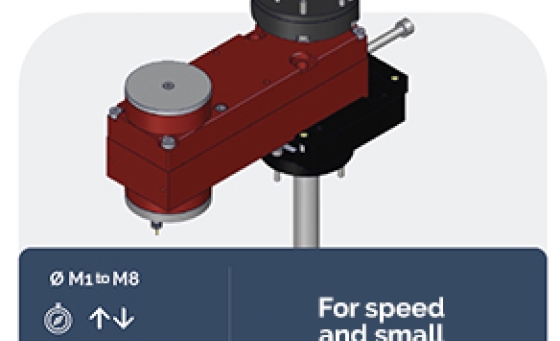

Taraudage sous presse de la gamme B / B+
Les unités de taraudage de la gamme B / B+ sont spécialement conçues pour les applications à haute vitesse et à petit pas de filetage. Elles conviennent idéalement aux opérations d'emboutissage rapide (jusqu'à 200 coups/min) et utilisent des tarauds de petite taille. Basées sur une technologie brevetée d’engrenage planétaire, ces unités compactes peuvent réaliser du taraudage de M1,7x0,35 à M6x1,00, selon différentes normes.
Solution multitaraudeuse de la gamme TK
La gamme TK propose des unités de taraudage multiprises compactes et polyvalentes. Elles sont adaptées à une grande variété d'applications, y compris celles nécessitant des tarauds verticaux, horizontaux ou inclinés, ou des entraxes réduits. Ces unités personnalisables s’intègrent dans divers environnements de production, comme les matrices progressives ou de transfert. Avec des capacités de taraudage similaires à la gamme ST, elles sont disponibles en versions mécaniques et à servomoteur.
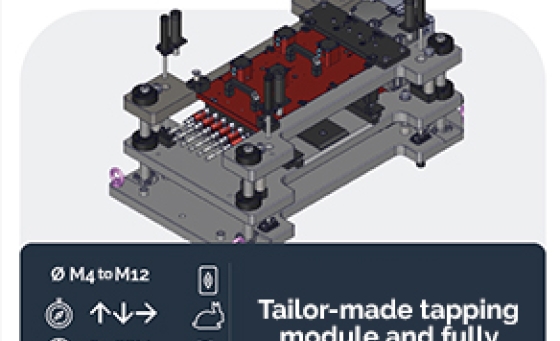
Module de taraudage avancé de la gamme XT
La gamme XT représente le sommet de la technologie de taraudage de PRONIC, offrant des modules entièrement équipés et sur mesure. Ces unités intègrent des fonctions de serrage, de pilotage, de guidage de bande et de taraudage, assurant des performances optimales et une compacité accrue. Chaque module inclut un système de contrôle de qualité, arrêtant la presse en cas de détection de défaut pour éviter la production de pièces de mauvaise qualité. La gamme XT est disponible en versions mécaniques et à servomoteur.
Taraudeuse autonome ATM
La taraudeuse autonome ATM est conçue pour le taraudage de pièces où l'utilisation de la presse n'est pas possible ou souhaitée. Ces machines, personnalisées et à haute cadence, conviennent à une variété d'applications, notamment dans les secteurs de l'électricité, des filtres à huile, de la serrurerie ou des composants de sièges. PRONIC développe ces machines en collaboration étroite avec ses clients, s’appuyant sur plus de 15 ans d'expérience dans le domaine.