
Le pliage est un poste de production stratégique :
- une pièce bien pliée facilite le travail d’assemblage et évite, par exemple au soudeur, de devoir combler les défauts de précision.
- Son rôle est également essentiel dans le flux de production, car le pliage est souvent un goulot d'étranglement dans l'usine qui pénalise à la fois les opérations suivantes et génère la gestion de stocks intermédiaires.
 Ainsi, un haut niveau d'expertise du plieur est nécessaire : lecture de plan, réalisation de séquences de pliage, réglage de la presse plieuse, mesure et contrôle de la pièce, etc. Or, les industriels ont de plus en plus de difficultés à recruter des profils expérimentés, le turn-over est important, les « passations » d'un plieur à l'autre sont difficiles à mettre en œuvre, etc..
Ainsi, un haut niveau d'expertise du plieur est nécessaire : lecture de plan, réalisation de séquences de pliage, réglage de la presse plieuse, mesure et contrôle de la pièce, etc. Or, les industriels ont de plus en plus de difficultés à recruter des profils expérimentés, le turn-over est important, les « passations » d'un plieur à l'autre sont difficiles à mettre en œuvre, etc..D'autre part, les commandes clients sont de plus en plus petites et les séries souvent étalées sur l'année. Dans ce contexte, les temps de lancement d'un programme impactent fortement la productivité ainsi que le coût de la pièce finale, notamment du fait de la nécessité de réaliser des pièces « tests » à chaque lancement.
Enfin, l'industriel a besoin de pouvoir s'adapter rapidement à de nouveaux marchés, montées ou baisses de charge, de typologie de production, etc.. La polyvalence des opérateurs est donc essentielle, mais elle vient au détriment de la spécialisation du plieur.
Comment gagner en précision sur les pièces pliées pour assurer des temps d'assemblage plus rapides et des ensembles plus complexes ?
La polyvalence des opérateurs et les difficultés de recrutement nécessitent de pouvoir intégrer le savoir-faire du plieur dans l'outil de production. Mais comment rendre les presses plieuses plus « intelligentes » ?
Comment assurer une bonne répétabilité d'un programme de pliage sur des lots de matières différentes et avec des contraintes externes pouvant évoluer dans le temps pour une même production, comme par exemple les variations de température qui impactent la précision ?
Dans le cadre de ce reportage, Bystronic France et son Directeur Général, Hugues Cousseau, nous ont invité à en débattre avec leurs équipes.
- une pièce bien pliée facilite le travail d’assemblage et évite, par exemple au soudeur, de devoir combler les défauts de précision.
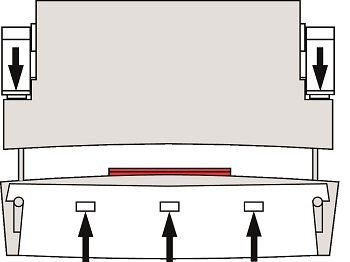
Le bombage : attention à la précision !
La force appliquée par les tabliers lors de l'opération de pliage provoque une déformation du coulisseau et du sommier, entraînant un angle de pliage irrégulier sur la pièce.
Pour répondre à cette problématique, les constructeurs compensent, sur leurs presses plieuses, cette déformation en appliquant une déformation inverse dans le tablier (c'est le bombage). A partir de valeur théoriques, le bombage est réalisé de manière manuelle ou automatique. Dans ce mode de fonctionnement, un contrôle est nécessaire pour adapter le bombage en fonction du résultat réellement obtenu.
 Une autre solution consiste à mesurer, en temps réel, la pression sur chaque vérin de poussée et de bombage. Le contrôle de la pression dans les vérins permet de rendre de la pression dans les vérins bas uniquement quand c'est nécessaire. Ainsi, le bombage est réalisé au fur et à mesure avec un contrôle en temps réel.
Une autre solution consiste à mesurer, en temps réel, la pression sur chaque vérin de poussée et de bombage. Le contrôle de la pression dans les vérins permet de rendre de la pression dans les vérins bas uniquement quand c'est nécessaire. Ainsi, le bombage est réalisé au fur et à mesure avec un contrôle en temps réel.Philippe Meyer, spécialiste du pliage chez Bystronic et fort de 25 années d’expérience dans ce domaine, précise d'ailleurs que, « dans ce cas de figure, le bombage est la résultante d'une mesure de la pression réellement exercée sur chaque vérin, de l'intégration d'une base de connaissances et d'un calcul algorithmique. La presse-plieuse peut même en déduire l'épaisseur de la matière. »
Les variations de températures : l'anti-répétabilité?
Les presses plieuses sont soumises à des contraintes extérieures. Ainsi, les différences de température dans l'atelier impactent la structure de la presse-plieuse, et en particulier :
- la température de l'huile,
- la dilatation du bâti.
Ainsi, un même programme de pliage aura des angles finaux différents lorsque la pièce n'est pas réalisée dans les mêmes conditions de température.

« Selon la largeur du vé, une différence de température de 10°C peut provoquer une erreur de pliage de l'ordre de 0,5° sur un angle de pliage de 90°. C'est très conséquent ! » poursuit Philippe Meyer.Et Eric Leclercq, Chef des Ventes France de compléter : « avec la mesure de la température et de la pression sur les vérins, la presse-plieuse compense ce phénomène et permet la répétabilité des programmes de pliage ! La philosophie est d'intervenir non pas en prédictif, mais directement en temps réel, lors du pliage. »
Outillage : gagner en précision, en fiabilité et en productivité !
 L'outillage et la conception du porte outils sont importants pour être en cohérence avec l'exigence de précision et de productivité. Dans cette optique, plusieurs aspects peuvent être particulièrement observés : [Outils pliage et portes outils - Presse Plieuse]
L'outillage et la conception du porte outils sont importants pour être en cohérence avec l'exigence de précision et de productivité. Dans cette optique, plusieurs aspects peuvent être particulièrement observés : [Outils pliage et portes outils - Presse Plieuse]- le serrage hydraulique permet d'avoir des temps de changement d'outils plus court,
- la longueur de tenue/serrage de l'outil permet de limiter sa flexion et d'améliorer sa précision, notamment lors d'utilisation d'outils ou le point de gravité est déplacé,
- la possibilité de changer le positionnement de l'outil (outil retournable),
- le changement de l'outil de face, ceci afin de gagner du temps, de la facilité pour l'opérateur, de la fiabilité, et de limiter l'usure.
- le serrage hydraulique permet d'avoir des temps de changement d'outils plus court,
Programmation et CN
L'industriel a besoin d'avoir des opérateurs polyvalents, d'une prise en main rapide du poste pliage par les nouveaux opérateurs, d'une bonne collaboration entre le bureau d'étude/méthode et les postes de pliage et d'assurer le suivi de la production.
 Les outils informatiques (programmation hors ligne) et l'interface de la CN sont essentiels. Le savoir-faire et expériences des programmeurs peuvent améliorer le fonctionnement de la machine quand les outils le permettent. Un outil facile d’accès et plaisant est un élément permettant de valoriser la mission du plieur.
Les outils informatiques (programmation hors ligne) et l'interface de la CN sont essentiels. Le savoir-faire et expériences des programmeurs peuvent améliorer le fonctionnement de la machine quand les outils le permettent. Un outil facile d’accès et plaisant est un élément permettant de valoriser la mission du plieur.« Quand les solutions logiciels et presses plieuses sont suffisamment performantes, il n'est pas rare de voir des "cols blanc" dans l'atelier produire un prototype ! » précise Eric Leclercq.
Les outils informatiques et une bonne collaboration entre le BE/Méthode et l'atelier ouvrent la voie à la production de pièces plus complexes et à plus forte valeur ajoutée (plus grande exigence de qualité).
Contrôleur d'angle sur une presse plieuse : est-ce vraiment incontournable ?
Le contrôleur d’angle a pour fonction la mesure et le contrôle du pli réalisé par la presse plieuse. En pratique, le plieur ajuste et contrôle les premières pièces « tests » de chaque série avant de lancer la production. Ainsi, le contrôleur d'angle joue un rôle important pour pallier aux éventuels défauts de précision de la presse plieuse.
Mais ce système présente aussi des inconvénients non négligeables :

- les temps de contrôle sont significatifs, venant impacter la productivité par des temps de lancement conséquents.
- Le contrôleur d'angle est limité, et certaines pièces ne peuvent pas être mesurées : pièces trop petites, pièces avec des angles négatifs,etc.
- le contrôleur d'angle permet de vérifier l'exactitude du pli, mais pas les éventuels autres déformations de la pièce.
« La fiabilité de précision ainsi que la qualité du bombage de la presse plieuse devrait permettre de se passer de l'utilisation d'un contrôleur d'angle ! … Et bien entendu à l'exception des pièces réalisées avec des matières très élastiques. » constate Philippe Meyer.
La précision d'une presse plieuse, la répétabilité d'un programme de pliage malgré les variations de matière et/ou de température, et l'intégration du savoir-faire du plieur sont très liés. Un élément clé et commun à ces 3 aspects est le mode de fonctionnement du système de bombage. Il doit permettre de prendre en compte la situation réelle, en complément des données théoriques et algorithmiques. En outre, les outils informatiques couplés à une base de données robuste et cumulative sont essentiels pour rendre la machine « intelligente » en intégrant l'expérience du plieur.
Une presse plieuse plus précise, plus constante et plus facile d'utilisation permet d'envisager des pièces et assemblages plus élaborés.
Voir les Presses Plieuses Bystronic !
En savoir plus sur Bystronic !
Copyright - Reproduction interdite sans autorisation écrite de Metal-Interface.- les temps de contrôle sont significatifs, venant impacter la productivité par des temps de lancement conséquents.
Contenu

