Photo: copyright Bystronic

Gérard Boudesocque - AMADA introduit ce sujet. « Les industriels ont énormément de mal à trouver de la main-d’œuvre qualifiée, notamment des opérateurs plieur. Il faut trouver des personnes qui sont à la fois capables de lire et d’interpréter des plans, de pouvoir programmer des machines,... »En effet, le réglage d'une presse-plieuse nécessite des compétences techniques importantes, comme calculer, voir la pièce en 3 dimensions c'est-à-dire se repérer dans l'espace, lire un plan, corriger un angle, rattraper une erreur de dépliage, etc.
Et puis Serge Bourdier – Salvagnini ajoute cet élément. « Accompagner une pièce sur une presse plieuse n'est pas si simple. Quand vous posez votre pièce sur le vé, elle va se déplacer. L'opérateur doit accompagner le mouvement. C'est subi puisque la vitesse est imposée par la presse plieuse. »
Et Gaëtan Benoit - AIMM partage son expérience en sous-traitance. « Il y a une douzaine d'années, nous étions organisés au pliage avec des régleurs qui ne faisaient que le réglage des plieuses, et des opérateurs qui ne faisaient que de la production. Une organisation permise par la taille importante des séries de l’époque. Malgré cette organisation, nous manquions déjà de régleurs, et leur moyenne d'âge était de plus de 40 ans ! »
Former en interne
Et Gaëtan Benoit - AIMM indique qu’« il est difficile, voire impossible, d'avoir des profils techniques qui acceptent, en plus du réglage, de produire … et de surplus en horaires décalés - 2 ou 3 équipes (3/8). »

copyright LVD et d'ajouter : « aujourd'hui, nous avons des plieurs qui sont autonomes sur leurs machines : réglage de la presse plieuse, production, entretien, etc. Nous embauchons des profils novices avec une formation interne basée sur un programme de formation pliage que nous avons conçu. La formation commence par des petites corrections sur les machines les plus faciles à utiliser, puis après sur le montage des outils, puis à régler des choses un peu plus complexes, puis la préparation et la production pliage de A à Z. De cette façon, nous avons réduit nos difficultés de personnel en pliage !
Et puis sur les nouvelles générations de presse plieuse, la programmation est faite en déportée par un programmeur au bureau méthode. Le plieur l'appelle, fait 2/3 corrections si besoin et peut produire rapidement. C’est surtout gagnant sur le temps de mise au point en atelier, qui est divisé par 3 ou 4 par rapport à notre ancien fonctionnement. »
Un poste pliage confortable pour le plieur
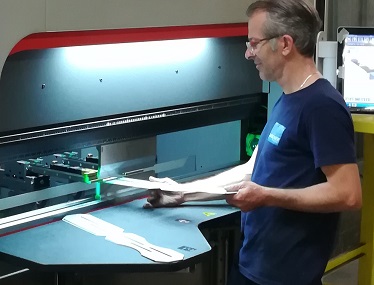
Les difficultés de recrutement obligent aussi à fidéliser les collaborateurs. Plusieurs aspects rentrent en ligne de compte : les aspects salariaux, mais également la qualité de l’environnement de travail, notamment par l'utilisation de technologies qui améliorent et simplifient la tâche du plieur.
« Il s'agit d'améliorer l'environnement pour qu'il soit moins fatiguant, tant physiquement qu'intellectuellement » explique Gérard Boudesocque – AMADA.
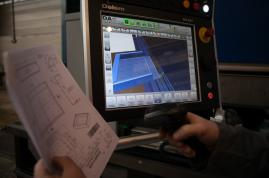
« Un opérateur qui reçoit une liasse de plans à produire doit trouver la faisabilité et la gamme opérationnelle, et le rentrer dans la commande numérique. Ce n'est pas si simple ! Et c'est là aussi une source erreurs. »
Plusieurs pistes peuvent être explorées pour améliorer l'environnement du plieur:
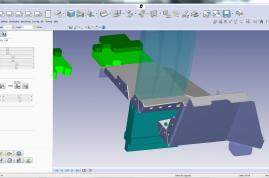
L'écran, sur la machine, avec la visualisation de la pièce en 3D, le défilement des plis en temps réel, etc.
Et Gaëtan Benoit - AIMM ajoute que « c'est un confort pour l'opérateur, cela évite aussi qu'il se trompe de sens, pour vérifier à quel endroit il doit plier ou comment il doit positionner la pièce, etc. »
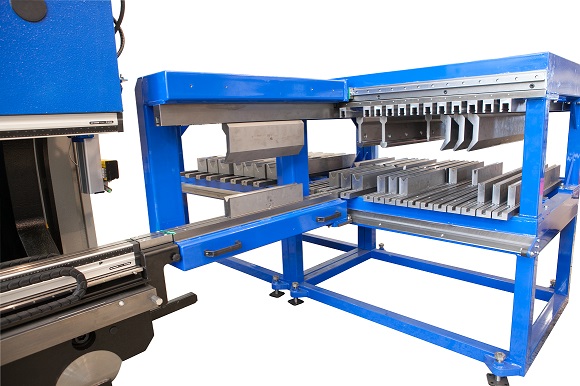
Copyright Colly-Bombled Gérard Boudesocque – AMADA détaille que « monter l'outillage est éprouvant pour l'opérateur, surtout quand il doit produire 10, 15, 20 ou 30 programmes différents sur la machine sur une même journée. La manipulation des grandes longueurs peut aussi être une difficulté. En apportant des solutions de chargement automatisé de l'outillage, avec un magasin qui est plus ou moins fixe à la machine, l'outillage est toujours là en juste à temps et cela permet d'éviter de manipuler énormément d'outillage. Un outil d'une longueur de 835 mm en fractionné, c'est tout de suite 10 à 20 kg. Prendre 10 à 20 kilos à bout de bras, à longueur de journée, en ayant déjà fait plusieurs changements d'outils, c'est difficile. »
Cliquez ici pour approfondir avec l'article : Les changements d'outils sur presse plieuse : comment les optimiser ?
copyright Bystronic Gerrit Gerritsen – Bystronic pointe du doigt l'importance de la lumière dans l'usine. « La luminosité est très importante car l'opérateur a besoin de bien voir, notamment pour lire les plans et contrôler les pièces. Nous constatons que c'est souvent le point faible des ateliers. Les presses plieuses peuvent être équipées de leds ultra puissantes pour un bon confort au poste pliage. »
Le pliage de pièce de grande dimenssion et les bras accompagnateur
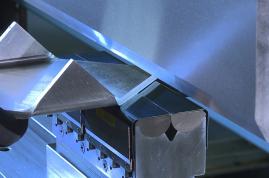
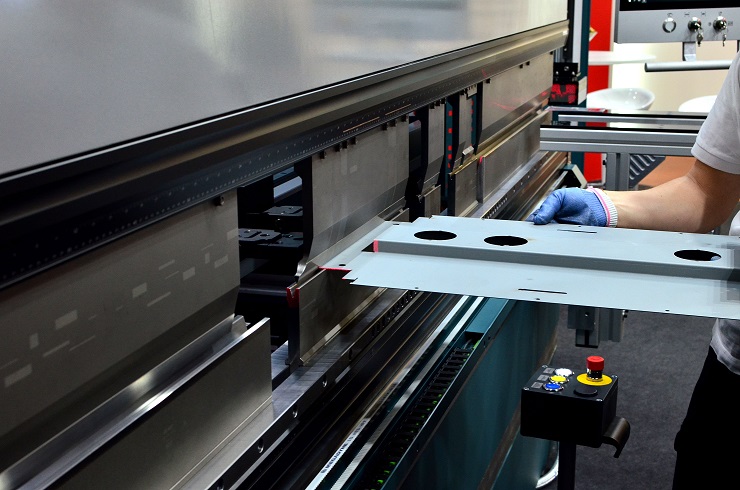
Et Gérard Boudesocque – AMADA complète sur le pliage de grande dimension. « Les bras accompagnateurs permettent de pouvoir accompagner la tôle lors du mouvement de pliage pour de grandes pièces ou panneaux. L'opérateur n'a plus à accompagner la tôle à la montée, ni même à la descente. Cela aide donc à réduire la pénibilité pour l'opérateur, et cela améliore aussi la productivité et surtout la qualité du pliage. En effet, les phases d'accompagnement au niveau du pliage peuvent être dommageables sur le rendu angulaire, et peuvent casser la tôle. Si le panneau plié n'est pas correctement accompagné, il y a des aspects de cassure de matière sur la longueur du pli, au bord du Vé. Avec un bras accompagnateur, ce défaut est évité, puisque la pièce pliée est accompagnée à la même vitesse que celle du pliage. »
 Deux situations nécessitent d'accompagner la pièce par un système d'accompagnateur de tôle :
Deux situations nécessitent d'accompagner la pièce par un système d'accompagnateur de tôle :
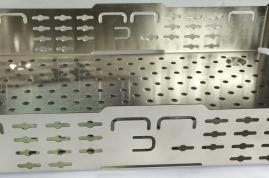
? sur les tôles fines, comme par exemple dans les pièces pour le bâtiment, les cassettes, etc., c'est à dire les grandes tôles où les pièces fléchissent. La pièce ou la tôle doivent être accompagnée durant l'opération de pliage, et au retour du coulisseau.
? Pour les tôles lourdes, l'accompagnement de la pièce est nécessaire pour des questions de sécurité. Plutôt que d'accompagner la matière avec un pont, on accompagne la pièce avec des consoles accompagnatrices.
Romain Dumontel – ATDT aussi explique que « la vitesse de pliage de la machine peut être réduite pour permettre un accompagnement plus aisé, notamment sur les pièces longues et fines avec des petits plis, et éviter ainsi les déformations. Souvent les opérateurs ne savent pas que c'est possible. Or la réduction de la vitesse peut être faite simplement depuis la CN, pli par pli. L'impact sur la productivité est donc négligeable et la qualité augmentée. »
Le chargement automatique des outils sur la presse plieuse
Et Pierrick Grand – Extratole précise aussi « qu'une plieuse équipée du chargement et déchargement automatisé des outils permet de limiter les compétences nécessaires à l'opérateur, et donc de faciliter les recrutements ! »
Approfondir avec l'article : Les changements d'outils sur presse plieuse : comment les optimiser ?
L'évolution du plieur dans l'entreprise
Ainsi, Gérard Boudesocque – AMADA conclue : « le logiciel de programmation pliage permet aussi de faire évoluer les opérateurs vers un service Méthode. L'opérateur qui évolue ainsi a une vraie légitimité dans l'atelier, ce qui facilite l'acceptation par les opérateurs du programme de pliage réalisé avec le logiciel. »
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu